“TDK Sake Project”いよいよカタチに・・・
天寿酒造は地元 秋田県由来の会社、TDK㈱と2018年より圃場や醸造タンクのモニタリングで協業を進めておりました。
“TDK Sake Project”はTDKの日本酒の評価測定サービスを業界初で使用しています。
今回ガス感を特徴とする製品を開発し、これを表現する手段として最適と考え、採用にいたりました。
是非、楽しいひと時の話題の一つにして頂ければ幸いです。
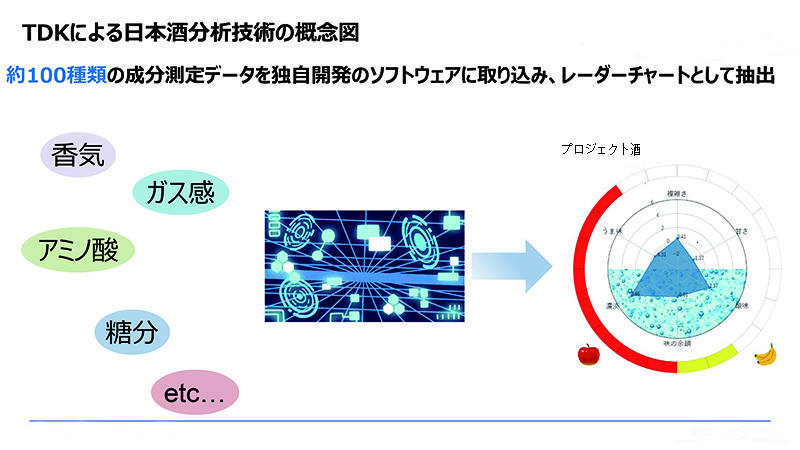
TDKの日本酒分析の概念図
約100種類の成分測定データを独自開発のソフトウェアに取り込み、レーダーチャートとして抽出
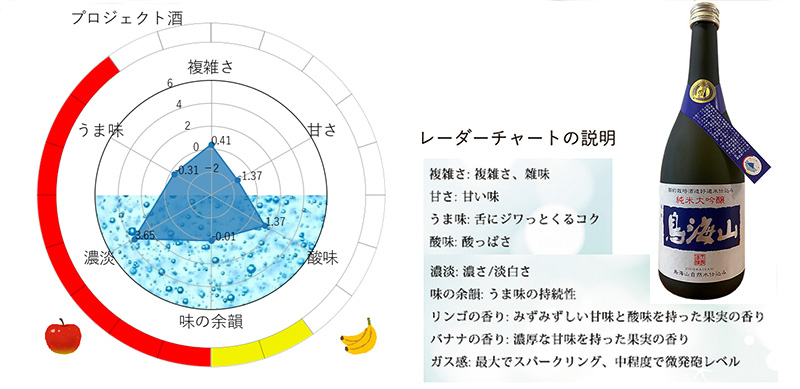
※レーダーチャートは出荷前のサンプル測定結果に基づきます。 【TDKSakeProject~純米大吟醸鳥海山生酒の購入はこちらをクリック!】
天寿酒造は「酒造りは米作りから」の理念の基、全国に先駆け昭和58年に蔵元自ら天寿酒米研究会(契約栽培会)を組織し、地元での酒造好適米の栽培に取り組んでいます。
又、花酵母研究会の初代会長を社長が務める等、東京農業大学の醸造学部が分離・採取した革新的な新酵母「花酵母」を使用した醸造にも積極的に取り組む等、「挑戦する酒蔵」をモットーにしています。
そんな折に、TDK株式会社から「当社の培ったテクノロジーを活用して地元企業に貢献する様な協業ができないか?」とのお話がありました。
通常の酒屋が行う分析とは違う切り口で分析・研究を行うことに非常に興味を持ち、3年前から酒米の田んぼの土壌の温度変化を分析したり、醗酵過程の温度変化をタンク内の複数の場所を観測して対流の状況を分析をしてきました。
今回、ガス感を鍵とする製品の風味を表現する新たな手段としてTDKの評価技術が最適と考え、この新技術の立上げパートナー/初回プロジェクトとして採用に至りました。既にこの両社での取り組みが、ガス感の管理による酒質の改善につながっています。