聞こえますか? 酒蔵の思い
代表取締役社長 大井建史
今年の甑こしき倒し(蒸米の終了=仕込みの終了)は三月十四日です。お蔭様でここまで様々な新しい取り組みをしながらも無事に過ごす事が出来ました。今年の最重点の取り組みは、麹の造り方を原点に帰ってやり直した事です。結果は上々で、酵素力価も予想以上で良い酒となり、呑み切りの結果を楽しみにしているところです。更に、新しい仕込みの純米と本醸造を仕上げましたので、どうぞご期待下さい。
この造り期間中にも、同業者・流通業・飲食業・一般と沢山の方々が酒蔵の見学に来られました。私共も天寿の酒造りをご理解頂く為、心を込めて説明させて頂きました。その中で気になりましたのが、ベルトコンベアーやホースを見て「随分機械化されてますね」とおっしゃる一般の方が、意外に多かった事です。良く聞いてみますと「手造りの酒屋」のイメージは藍染めの半天と前掛けをした蔵人が、甑から蒸米を掘り出し、その蒸米を木桶に入れ、肩に担いで走って運ばなければならない様です。大手のメーカーがイメージ戦略でお使いの映像を、小さい酒蔵の手造りイメージにされるのは尤もの事とは思いますが、すべて自動化され、プログラムとセンサーにまかせきりで醸造し、搾られるのでは無いのです。機械のセンサー任せになったら造り酒屋はそれで終わりだと私は思います。今、手造りの最も重要な事は職人が目で見、香りを嗅ぎ、手で触り、口で味わう等の五感(センサー)を十分に働かせる事なのです。
それが肉体労働で疲れ果て、一本一本の酒母やもろみの状態を見る事がおろそかになる様ではとんでもありませんし、蔵人の労働環境としても良くありません(毎日2トンの蒸米を掘ったり、その蒸米を30キロ位に小分けにして肩に担いで何回も運ぶ事が貴方の毎日の仕事だとしたらどうですか?物を上げたり下げたり運んだりの肉体労働は、出来るだけ機械化して行く努力をするのも蔵元の仕事だと私は考えております。)
町の河川工事の為に弊社には土蔵が残っておらず、古さはありませんが、蔵にご訪問頂いた際に少し耳を澄ませてくだされば、天寿の酒蔵の「思い」をお伝え出来るものと思います。
そんな私共の「思い」をお伝えし、皆様に天寿の酒蔵にさらに親しみを感じて頂きたく、今年も二月九日に酒蔵開放をさせて頂きました。お蔭様で一,三〇〇名を超えるお客様をお迎えする事が出来ました。ご参加頂きました皆様に心から御礼申し上げます。又、今年は更に多くのボランティアの皆様にご協力頂きました。本当にありがとうございました。
しかし、反省点が多々ありました。事前にお申し込み頂いたのは三〇〇名弱で人数の予測が付けられず、更にお昼直前にお客様が集中した為、蔵内が満員状態になり、ご案内した食べ物も昨年より随分増やしましたがすべて品切れしてしまいました。楽しみにして来て頂いたお客様には、誠に申し訳なくお詫び申し上げます。冬場の事で外も使えず、限られたスペースと人数での運営ですので、今後の解決策に苦慮しているところでございます。社員一同、皆様からのアドバイスを切望しております。是非ご意見をお寄せ下さい。
蔵のページ
精米師(こめや)から釜師(かまや)へ
精米によって磨かれた白米は通常2週間程、紙袋に入れたまま白米置き場で静置されます。これは、精米工程で摩擦熱により米粒の品温が上昇し水分が蒸散され、表層部と内部に水分含量のムラが生じる為、品温を下げ、米粒内の水分が均衡するまで待つのが目的です。(この事を白米の枯らしと呼んでいます)枯らしを行わずに水洗いをすると表層側が過吸水し、白米が割れてしまい軟弱な蒸し米になってしまいます。これは通常我々が食する飯米にもあてはまります。巷では新米、擦きたてのお米が美味しいとされていますが、軟らかすぎて炊き方が難しいと思った経験はありませんか?
そして、適度に枯らした白米が精米師から釜師へと引き継がれます。
釜場は白米を酒造りに適した蒸し米に仕上げる場所であり、蔵の仕事の中心です。ここでの責任者が釜師(かまや)です。
酒造りの極意として、「一、麹、二、もと(酒母)三、造り」という言葉が有名ですが、高名な杜氏さん達が揃って口にする極意は「一、蒸し、二、蒸し、三、蒸し」という言葉です。前述の極意を達成するためには何を於いても良い蒸し米を得ることが絶対条件である事を指しています。
釜師は最良の蒸し米を得る為、手早く米粒に付着した糠分を洗い取り、どの位白米に吸水させるかを推し量ります。酒造好適米程、又、高度に精米される程、吸水し易く、浸漬時間が短縮されます。特に大吟醸用の白米を洗米するときは秒単位での処理となります。そして、仕込一本の原料米は非常に高価なので、毎回が失敗の出来ない真剣勝負となるのです。
こうして適度に吸水させた白米を蒸し上げ、出来映えを手で握り、或いは指で押し伸ばしながら、蒸し米の弾力や米粒が均一に広がり粒が残らないように確認し、わずかな差違を見きわめ、翌日の蒸し米へとフィードバックされるのです。
製造課 佐藤俊二
蔵人の紹介
(かまや)
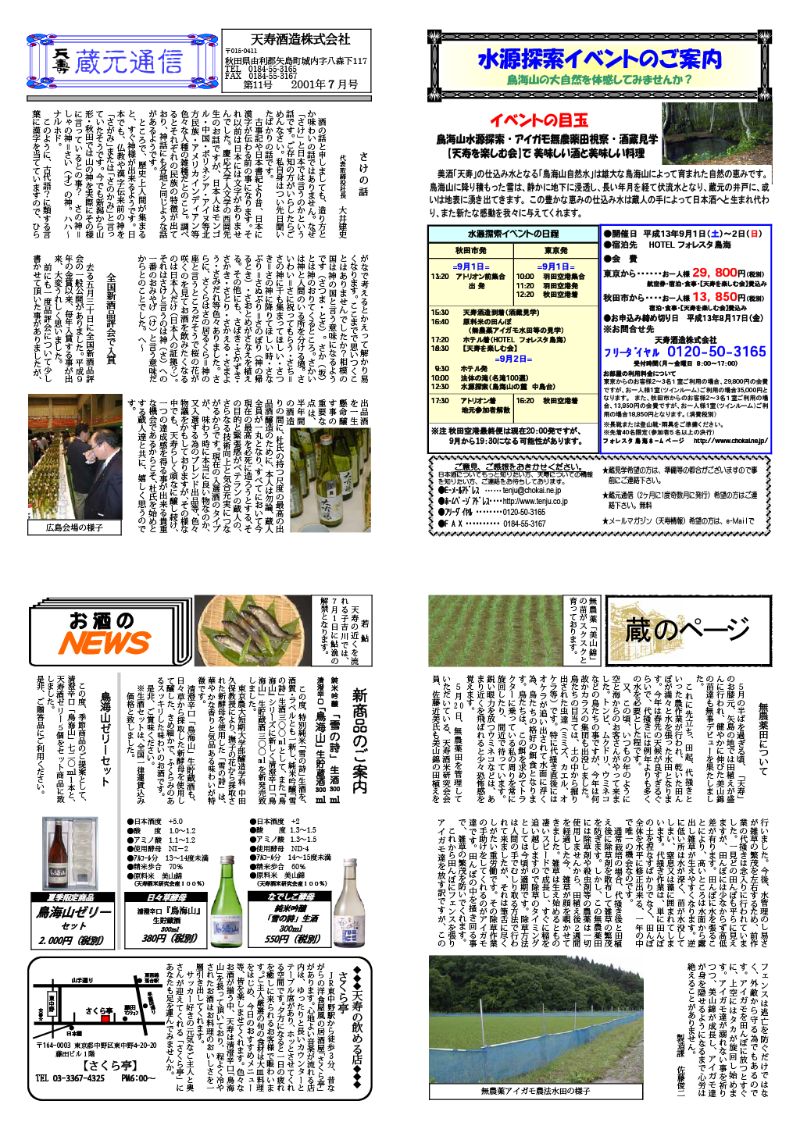
釜師 佐藤 直千代(さとう なおちよ)
昭和22年生 昭和53年入蔵以来一貫して釜を担当。掘り出した蒸し米で「ヒネリモチ」を造り、出来具合を確かめ、微妙な硬軟を見分ける。
酒造技能士一級 矢島町
入蔵前、航空自衛隊に所属。特技の卓球は航空自衛隊千歳大会で優勝する程の腕前。蔵での機敏な動作はこの時に培われたと思われる。出身は隣町の由利町であるが柔和な性格を見初められ佐藤家に婿入り。この事が天寿酒造入社のきっかけになる。
釜師のコメント
酒造りは一つひとつの行程が最高の状態で次行程へと渡す事が出来るようにする事が重要だ。常に次の人が最善を尽くせる様に思いやる酒造りはチームワークに尽きる。