酒造りも終盤に・・・・・
代表取締役社長 大井建史
今年の雪は、北陸や山形のニュースにも関わらず例年並だと申し上げていたのですが、ドカ雪(集中的な大雪)こそ在りませんでしたが毎日のように降り続き、気が付くと蔵が壊れないように皆で一生懸命雪下ろしや雪よせをしておりました。お陰で蔵はすっかり〝かまくら〞状態になり、外気温に関係なく低温で安定し酒造りに適した状態にはなりました。
そんな三月初旬、大吟醸「鳥海の雫」を筆頭に純米吟醸・大吟醸等上級酒の搾りが相次ぎ、全力疾走しながらもその出来具合に息を潜め、頭の中もぶんぶんヒートさせながら、ホッとしたり、ニンマリしたり、顔をしかめたりしながらも、充実した時を過ごしました。
天寿では毎年目的を持って色々な試験醸造をいたします。その中の新酵母への取り組みとして、今年は私の恩師である現在東京農大短期大学部の中田久保教授から頂いた、花(撫子・日々草)から分離した二つの酵母で6本仕込みました。その中から誕生した一つが純米吟醸「雪ごよみ」です。全体に非常に面白いものが出来ましたが、続くものをどのような商品にするべきか検討中です。今だけ屋企画で出させて頂きたいと思いますので、その際には皆様のご意見・ご感想を是非お寄せ下さい。
さて、今年も2月3日に蔵開放イベントを開催いたしました。昨年は午後1時からとした所、700名を超えるお客様が短時間に集中してしまいご迷惑をおかけした反省から、午前10時の開場、会場も分散したレイアウトにして当日を迎えました。ところが、JRの秋田〜本荘間が止まってしまう程の凄まじい寒波が襲い、社員全員大変心配致しました。しかし、開始早々からお客様が見えられ、それも集中することなく良い流れでゆっくりと、最終的に600名を超えるお客様にお楽しみいただくことが出来ました。築百七十年を超える座敷で、今年もお茶席を準備させていただきましたが、はす向かいの「原田栄泉堂」の息子さんが和菓子の修行をして帰られたのでご協力頂き、又ひとつ趣を加える事が出来ましたし、お祖母さんから引き継いだばかりで奮闘している仁賀保の「ダイマル五十嵐商店」さんのハタハタ寿司や鳥海町の新特産品にと頑張っている百宅そばの「ももや」さん等のご協力を得ながら盛会裏に終える事が出来ました。誠に有難うございました。
天寿酒造では、皆様とのつながりを大切に、私の酒・私の蔵と思っていただけるようこれからも精進して参ります。今年はタンクが潰れない様工夫をした上で、雪室貯蔵酒を封印し氷温熟成させており、5月3日地域共創イベント「やしま 駅の市・酒蔵の市」を開催し封印を解く予定ですので、是非ご期待ください。
蔵のページ
1月から3月にかけては酒造りのピークです。寒造りと称されるように、一年の中で最も厳寒期を選んで吟醸酒や純米酒等の上級酒を仕込みます。
酒造りは、外部から雑菌の侵入が無い閉鎖された空間で行われる訳ではありません。空気中には常に雑菌が浮遊していますし、仕込み水、米麹も特に殺菌されていません。
この様に雑菌の侵入が容易な状態で発酵が行われることを開放発酵といいます。
では、酒造りの際、雑菌に侵され発酵が失敗することがあるのでしょうか。答えはNoです。何故なら、酒母に含まれる乳酸の雑菌抑止作用や、三段仕込みの手法が雑菌のつけ入るすきを与えないからです。
この事に加え、寒の時期は気温と湿度が下がり、降り積もる大量の雪は空気中のチリや埃を押さえ込み、菌学的に一年で最も清澄な時期になります。また、その雪が蔵をかまくら状態にし、気温の変動を最小限に抑えて品温管理を容易にしてくれます。
もちろん、蔵の中や道具類は全て清潔でなければなりません。仕込みに使用する道具類は、使用するたびに釜で煮沸消毒しています。
日本酒の醸造の大きな特徴は、糖化とアルコール発酵が仕込みタンクの中で同時に進行する独特の発酵形式を持つ事です(併行複発酵)。ご存じのように清酒の原料は米、米麹、水です。米はデンプンの固まりです。酵母菌は糖分が無いと発酵できません。そこで米麹が蒸米に作用してデンプンを分解し、ブドウ糖に変化させてくれます(糖化)。蔵開放でお飲み頂いた一〇〇%米麹の、あの甘酒を思い出して頂けばお解かりになると思います。次に、酵母菌がそのブドウ糖を食べてアルコールや華やかな香りに変化させてくれるのです(アルコール発酵)。
この様に酒造りは麹菌と酵母菌という2種類の微生物を巧く利用して、糖化を追いかけるようにアルコール発酵が併行に進行し、醸造酒の中で最高の20度までアルコールを出す事が可能です。この事でも世界の醸造酒の中で最も高度な醸造技術であると言えるのです。
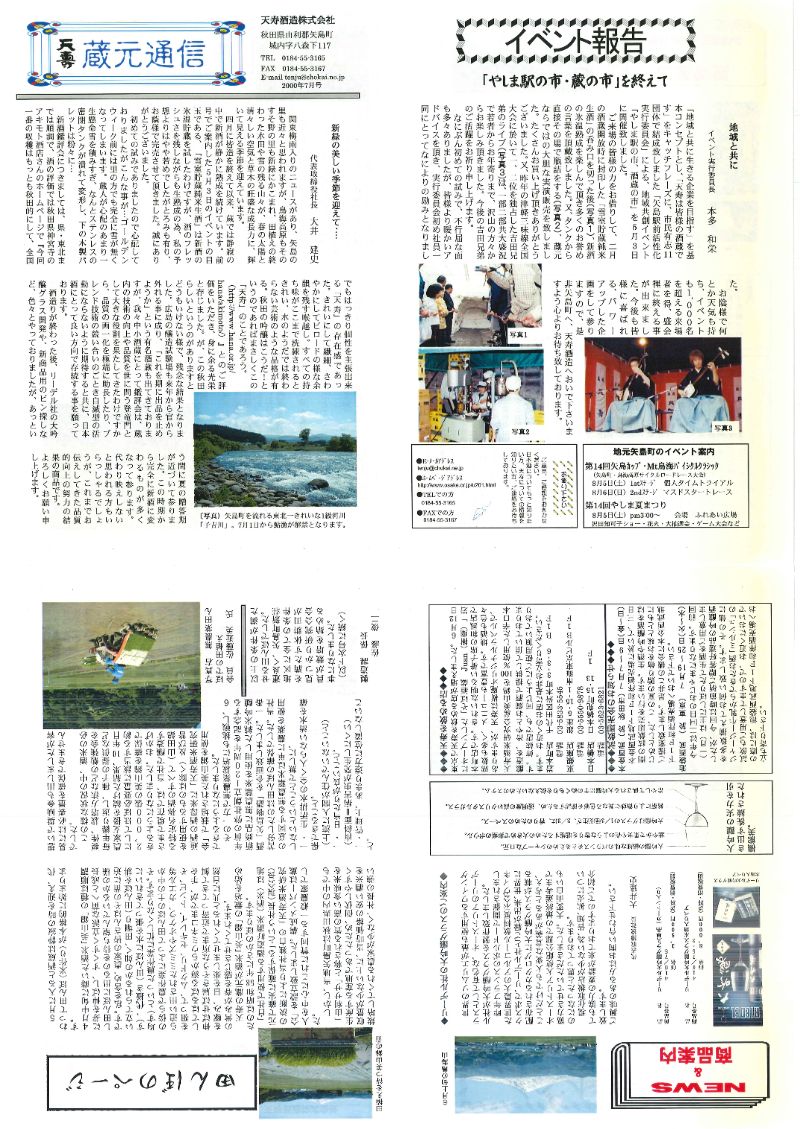
さて、2月3日酒蔵開放の際には大寒波の中、大勢のお客様にご来場頂きありがとうございました。私ども6名の蔵人が案内役を務め酒造りの行程を説明させていただきましたが、いかがだったでしょうか。酒蔵開放の目玉は酒造りを間近で体感できることだと思います。天寿では毎日1本(1升びんで約3000本位)の〝もろみ〞を仕込んでいますので、もろみの日々の変化が非常に分かり易くなっています。今日仕込んだもろみが次の日どの様に変化しているかは隣のタンクを覗くことで理解できるのです。
言葉では上手く説明できませんが興味を持たれた方は是非蔵に足を運んで下さい。きっとその日々の変化に感動し、お酒への興味が湧くことは間違いありません。私もその一人なのです。
製造課係長 佐藤俊二